


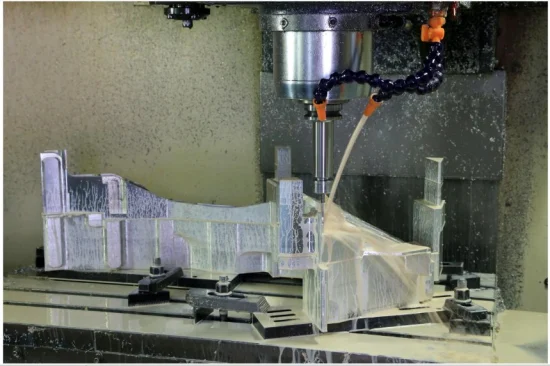
Bonne pièce d'usinage CNC de précision de vente pour la machine de tour
Bonne pièce d'usinage CNC de précision de vente pour la machine de tour;
Informations de base
| Modèle NON. | Ligne d'emballage/ligne d'assemblage/ligne de production |
| Forfait transport | Boîte en carton/caisse en bois |
| spécification | F : 25 |
| Marque déposée | précision mondiale |
| Origine | Dongguan, Chine |
Description du produit
| Article | Bonne pièce d'usinage CNC de précision de vente pour la machine de tour |
| Taille | Personnalisé, selon dessin |
| Conception technologique | Analyse des processus et examen des dessins de produits ; Élaborer un plan de traitement ; Compiler les spécifications de processus et concevoir et fabriquer des équipements de processus |
| Matériel | Acier au carbone, Acier inoxydable, Aluminium, Alliage d'aluminium, Alliage de cuivre, Tôle d'acier galvanisée, Alliage de magnésium, Alliage de titane, Matériaux spéciaux, Plastiques techniques… Ou sur mesure |
| Tolérance | +/-0.002mm, 100% QC inspection de qualité avant la livraison, peut fournir un équipement de test de forme d'inspection de qualité |
| Traitement | Fraisage, tournage, perçage, rabotage, ajustage, alésage, meulage, usinage CNC, brochage, meulage et rodage |
| Traitement thermique | Normalisation, Recuit, Trempé, Vieillissement, Trempe, Trempe |
| Traitement spécial | EDM, EDM à fil, Usinage électrochimique, Usinage laser |
| Soutien à l'équipement | Centre d'usinage CNC (DMG / MAZAK), Centre d'usinage composé de fraisage de tournage CNC (DMG), Tour CNC (STS / Feeler / MAZAK / TAKISAWA), Machine de coupe de fil à alimentation lente (SODICK), Outil WEDM NC à grande vitesse (San Guan / Gao Cheng), Fraiseuse (GENTIGER / Joint), Table de meulage (Jian De), Rectifieuse de surface (NAGASHIMA / Wang Pan) |
| Surface | Polissage, sablage, zingage, étamage, nickelage, placage à l'or, placage à l'argent, cuivrage, placage d'alliage et pulvérisation (peinture et pulvérisation de poudre), anodisation et électrophorèse, etc. |
| Certificat | ISO 9001:2015, ISO 13485:2016, ISO 14001:2015, AS 9100D, CWB |
| Test de l'Équipement | CMM (ZEISS/HEXAGON), appareil de mesure de circularité (ACCRETECH), testeur de traction (AIGU), profilomètre (TOKYO), altimètres (TRIMOS/TESA), testeur de dureté (HAIBAO), microscope (EASSON), plate-forme de marbre (XINLEI), etc. |
| Min. Quantité de commande | 1 pièce |
| Capacité d'approvisionnement | 100 000 pièces d'usinage CNC, 3 000 pièces de tôlerie, 50 modules par jour |
| Citation contre | Dessins 2D (PDF, JPG, DWG), dessins 3D (STP, IGS) ou échantillon |
| Terme de paiement | T/T, L/C, D/P, D/A |
| Délai de mise en œuvre | 15-20 jours |


| Schéma d'usinage de surface cylindrique extérieure | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surfaceRa ( μm) | Champ d'application |
| 1 | Voiture rugueuse | IT11-13 | 10 ~ 50 | Convient à tous les métaux autres que l'acier trempé |
| 2 | Tournage dégrossissant et semi-fin | IT8 ~ 10 | 2.5~6.3 | |
| 3 | Tournage grossier, demi-tournage fin, un tournage fin | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Ébauche, demi-tournage, tournage fin, laminage (ou polissage) | IT7~8 | 0,2~0,025 | |
| 5 | Tournage grossier, demi-tournage fin, un meulage | IT7~8 | 0,4 ~ 0,8 | Principalement utilisé pour l'acier trempé, peut également être utilisé pour l'acier non trempé, mais ne convient pas au traitement des métaux non ferreux |
| 6 | Tournage grossier, demi-tournage fin, un meulage grossier un meulage fin | IT6 ~ 7 | 0,1 ~ 0,4 | |
| 7 | Tournage dégrossissant, demi-tournage fin, un dégrossissage unRaffinage-Superfinition (ou Superfinition Meule) | IT5 | 0.012~ 0.1(ouRz0.1) | |
| 8 | Tournage grossier, demi-tournage fin, un tournage fin, un tournage fin (voiture en acier doré) | IT6 ~ 7 | 0,025~0,4 | Principalement utilisé pour le traitement des métaux non ferreux avec des exigences plus élevées |
| 9 | Tournage grossier, tournage semi-fin, meulage grossier, meulage fin et meulage super fin (ou meulage miroir) | IT5 | 0,006~0,025(ouRz0,05) | Usinage cylindrique de très haute précision |
| dix | Tournage grossier, demi-tournage fin, un meulage grossier et un meulage fin | IT5 | 0,006 ~ 0,1 (ou Rz 0,05) | |
| Schéma de traitement d'avion | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surface Ra (μm) | Champ d'application |
| 1 | Voiture rugueuse | IT11 ~ 13 | 12.5~50 | Face d'extrémité |
| 2 | Tournage dégrossissant et semi-fin | IT8 ~ 10 | 3.2~6.3 | |
| 3 | Tournage grossier, demi-tournage fin, un tournage fin | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Tournage grossier, demi-tournage fin, un meulage | IT6 ~ 8 | 0,2 ~ 0,8 | |
| 5 | Dégrossissage (ou dégrossissage) | IT11 ~ 13 | 6.3~25 | Plan généralement non trempé (rugosité de surface de fraisage Ra plus petite valeur) |
| 6 | Dégrossissage (ou Dégrossissage - Dégrossissage (ou Dégrossissage) | IT8-10 | 1.6~6.3 | |
| 7 | Rabotage grossier (ou fraisage grossier - rabotage fin (ou fraisage fin - grattage | IT6 ~ 7 | 0,1 ~ 0,8 | Lorsque le lot d'avions non durcis avec des exigences de précision élevées est important, le schéma de rabotage de précision à large lame doit être adopté. |
| 8 | Remplacez le grattage ci-dessus par un rabot fin à lame large | IT7 | 0,2 ~ 0,8 | |
| 9 | Dégrossissage (ou dégrossissage) - rabotage fin (ou pistolet fin) - meulage | IT7 | 0,2 ~ 0,8 | Méplats trempés ou non trempés avec des exigences de précision élevées |
| dix | Rabotage grossier (ou dégrossissage) - rabotage fin (ou fraisage fin) - meulage | IT6 ~ 7 | 0,025~0,4 | |
| 11 | Fraisage d'ébauche et tirage | IT7~9 | 0,2 ~ 0,8 | Production en série, avion plus petit (la précision dépend de la précision de la broche) |
| 12 | Ebauche fraisage-finition-meulage-meulage | IT5ci-dessus | 0.006~0.1(ouRz0.05) | Avion de haute précision |
| Plan d'usinage des trous | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surfaceRa(μm) | Champ d'application |
| 1 | Percer | IT11-13 | 12.5 | Usinage d'ébauches solides en acier non trempé et en fonte, peut également être utilisé pour l'usinage de métaux non ferreux, le diamètre du trou est inférieur à 20 mm |
| 2 | Percer une rame | IT8 ~ 10 | 1.6 ~ 6.3 | |
| 3 | Percer une rame grossière | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Percer et agrandir | IT10 ~ 11 | 6.3 ~ 12.5 | Usinage d'ébauches solides en acier non trempé et en fonte, peut également être utilisé pour l'usinage de métaux non ferreux, le diamètre du trou est supérieur à 15 mm |
| 5 | Percer, élargir, aléser | IT8 ~ 9 | 1.6 ~ 3.2 | |
| 6 | Forage-déploiement-grossier-alésage-fin-alésage | IT7 | 0,8 ~ 1,6 | |
| 7 | Percer, agrandir, charnière mécanique et charnière manuelle | IT6 ~ 7 | 0,2 ~ 0,4 | |
| 8 | Percer, agrandir, tirer | IT7~9 | 0,1 ~ 1,6 | Production en série (la précision dépend de la précision de la broche) |
| 9 | Ébauche (ou alésage) | IT11 ~ 13 | 6.3 ~ 12.5 | Divers matériaux sauf acier trempé, ébauches avec trous moulés ou forgés |
| dix | Alésage grossier (expansion grossière) Alésage semi-fin (expansion fine) | IT9 ~ 10 | 1.6 ~ 3.2 | |
| 11 | Alésage grossier (expansion grossière), alésage semi-fin (alésage fin)Expansion) alésage fin (alésage) | IT7~8 | 0,8 ~ 1,6 | |
| 12 | Alésage grossier (expansion grossière), alésage semi-fin (alésage fin)Expansion) un alésage fin un alésage flottant fraise alésage fin | IT6 ~ 7 | 0,4 ~ 0,8 | |
| 13 | Alésage grossier (expansion) demi-alésage fin et un trou de meulage | IT7~8 | 0,2 ~ 0,8 | Principalement utilisé pour l'acier trempé, peut également être utilisé pour l'acier non trempé, mais ne convient pas aux métaux non ferreux |
| 14 | Alésage ébauche (expansion) alésage semi-fin, meulage grossier et meulage fin | IT7~8 | 0,1 ~ 0,2 | |
| 15 | Alésage grossier, alésage semi-fin, alésage fin, marteau fin, alésage fin (alésage au diamant) | IT6 ~ 7 | 0,05~0,4 | Principalement utilisé pour les métaux non ferreux avec des exigences de haute précision |
| 16 | Percez une (développez) une charnière rugueuse une charnière fine oneHoning ; forage un (expansion) un tirant un rodage ; alésage grossier, alésage semi-fin, alésage fin et rodage | IT6 ~ 7 | 0,025 ~ 0,2 | Trous avec des exigences de précision élevées |
| 17 | Remplacement du rodage dans la méthode ci-dessus par le meulage | IT5~6 | 0,006-0,1 | |
| Précision de positionnement des trous parallèles à l'axe (précision économique) | |||||
| Méthodes de traitement | Positionnement de l'outil | L'erreur de distance entre les deux axes du trou ou l'erreur de distance entre l'axe du trou et le plan | Méthodes de traitement | Positionnement de l'outil | L'erreur de distance entre les deux axes du trou ou l'erreur de distance entre l'axe du trou et le plan |
| Perçage sur perceuses verticales ou radiales | Utiliser une perceuse | 0,1 ~ 0,2 | Alésage sur une aléseuse horizontale | Avec matrice ennuyeuse | 0,05 ~ 0,08 |
| Souligner | 1.0 ~ 3.0 | Par modèle de positionnement | 0,08 ~ 0,2 | ||
| Perceuse verticale ou perceuse ShakArm alésage supérieur | Avec matrice ennuyeuse | 0,03 ~ 0,05 | Lire comme indiqué par le localisateur | 0,04-0,06 | |
| Percer sur un tour | souligner | 1.0 ~ 2.0 | Jauge de bloc | 0,05 ~ 0,1 | |
| Utilisez un carré avec une diapositive | 0,1 ~ 0,3 | Utiliser une jauge d'alésage ou une jauge d'épaisseur | 0,05 ~ 0,25 | ||
| Aléseuse à coordonnéesalésage supérieur | Avec des instruments optiques | 0,004-0,015 | Dispositif de coordination avec contrôle de degré | 0,04-0,05 | |
| Aléseuse au diamantalésage supérieur | 0,008~0,02 | Avec un vernier | 0,2 ~ 0,4 | ||
| Alésage sur machines-outils multi-axes | Avec matrice ennuyeuse | 0,03-0,05 | Souligner | 0,4 ~ 0,6 | |

Tu pourrais aussi aimer


Envoyer une demande
Envoyer maintenant